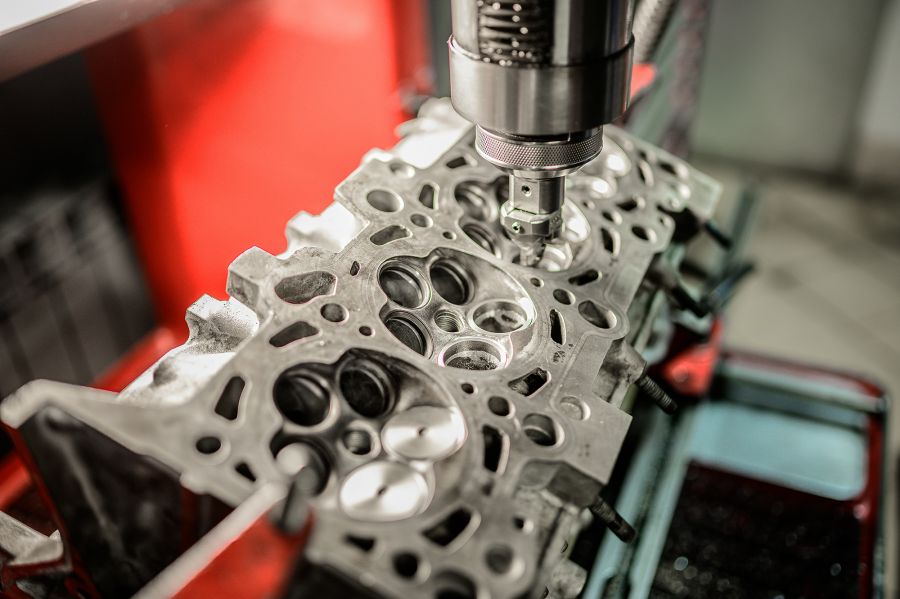
Proces ten zaczynamy od usunięcia ,,starego” gniazda poprzez frezowanie za pomocą głowicy obrabiarki. Po wyrównaniu powierzchni do nad wymiaru remontowego oraz usunięciu opiłków przystępujemy do mocowania (,,wciśnięcia”) nowego gniazda. Po zamontowaniu gniazda poddajemy jeszcze raz obróbce mechanicznej w celu idealnego dopasowania do siebie kąta przylgni zaworu oraz gniazda.

Duże zużycie oleju silnikowego często spowodowane jest zużyciem prowadnic. Do montażu nowych prowadnic używamy specjalistyczne prasy firmy COMEC BGV 260. Po ,,wciśnięciu” do głowicy prowadnice są poddawane obróbce aby zniwelować ewentualne odkształcenia.

Wraz z wymianą prowadnic istnieje konieczność wymiany uszczelniaczy. Nieszczelność uszczelniacza zaworowego powoduje spalanie oleju, dymienie na niebiesko, zanieczyszczanie olejem świec zapłonowych oraz tworzenie nagaru olejowego w komorze spalania. Uszczelniacze zaworowe mają za zadanie zabezpieczyć silnik przed dostaniem się oleju do komory spalania. Naprawę wykonujemy w celu poprawienia szczelności zaworu z prowadnicą.

Szlifowanie i docieranie zaworów jest procesem, które wymaga dużego doświadczenia i wiedzy, ale przede wszystkim cierpliwości. Deformacje, zarysowania i zabrudzenia, a także korozje na zaworach niwelujemy za pomocą przyrządów firmy KWIK-WAY.

frezujemy gniazda zaworów z dokładnością do 0,002mm, wykorzystując obrabiarkę firmy SERDI 3.0. W następnej kolejności przeprowadzamy próbę szczelności dopasowania zaworu do gniazda.

do naprawy gwintów stosujemy wkładki gwintowe oraz zestawy naprawcze firmy WURTH. Dodatkowo nasza oferta obejmuje wykręcanie urwanych świec żarowych, wykręcanie zapieczonych świec żarowych, wyciąganie wtryskiwaczy, wykręcanie żarników świec żarowych.
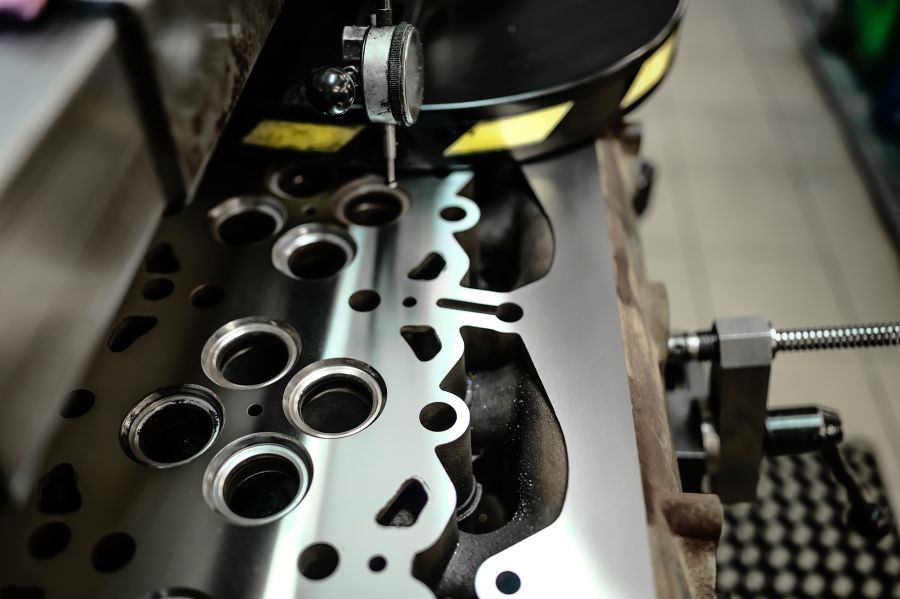
Przy każdej wymianie uszczelki weryfikujemy płaszczyznę głowicy pod kątem jej szczelności. Szlifowanie tj. „splanowanie”, polega na wyrównaniu jej powierzchni i zapewnieniu przez to idealnej szczelności wszystkich kanałów pomiędzy blokiem silnika a głowicą. Do szlifowania małych głowic używamy maszyny ROTTLER SF 1400 o polu roboczym 630x230mm, natomiast do większych ROTTLER S8M (1300x 400mm).
_Olsztyn